Something to kick round here…In the past I’ve used this type horn before.To me it seems to do the job.
There might be other opinions about it though.Density etc. of which I don’t see much difference myself.The price of water buffalo horn is getting a bit much.
I realize once one gets into a groove of success using certain materials it’s hard to try something different.
Another problem might be they don’t sell out of the U.S. either.
One can get these horns for $23.00 U.S. apiece.Thus getting a horn for under $35.00 U.S. including shipping on the yard.
Buying the male horns which will be shorter but wider work the best.Usually around 29" to 32" long.
It all depends one buys these by looking at a picture…ha ha.But I’ve always gotten the ones that I’ve ordered.
The only draw back now also is the company selling them now won’t sell them until at least $100.00 U.S. is spent so one might need to but at least 4 horns at a time.
I have a process I"ve done many times to make them usable.
Rasping ridges off first.Then sawing length wise.Then to a drill press with I think
1/2" round file bit set at 3/16" to 1/4" depth on the press table for overall even thickness throughout.
Then to my 4" by 10" cabinet vise and a heat gun to flatten the horn around 3" at a time.Trying to flatten thicker than this can create cracks.Holding heat gun around 3" away at around 350 degrees and letting the heat sink in.
One may not believe it but I do not see that amount of heat harm the integrety of the horn.Do not heat it so much that it bubbles though.That’s a no no.
Then do the final finishing of it on the sander.
Once one learns how to get success with the process it can get consistent.
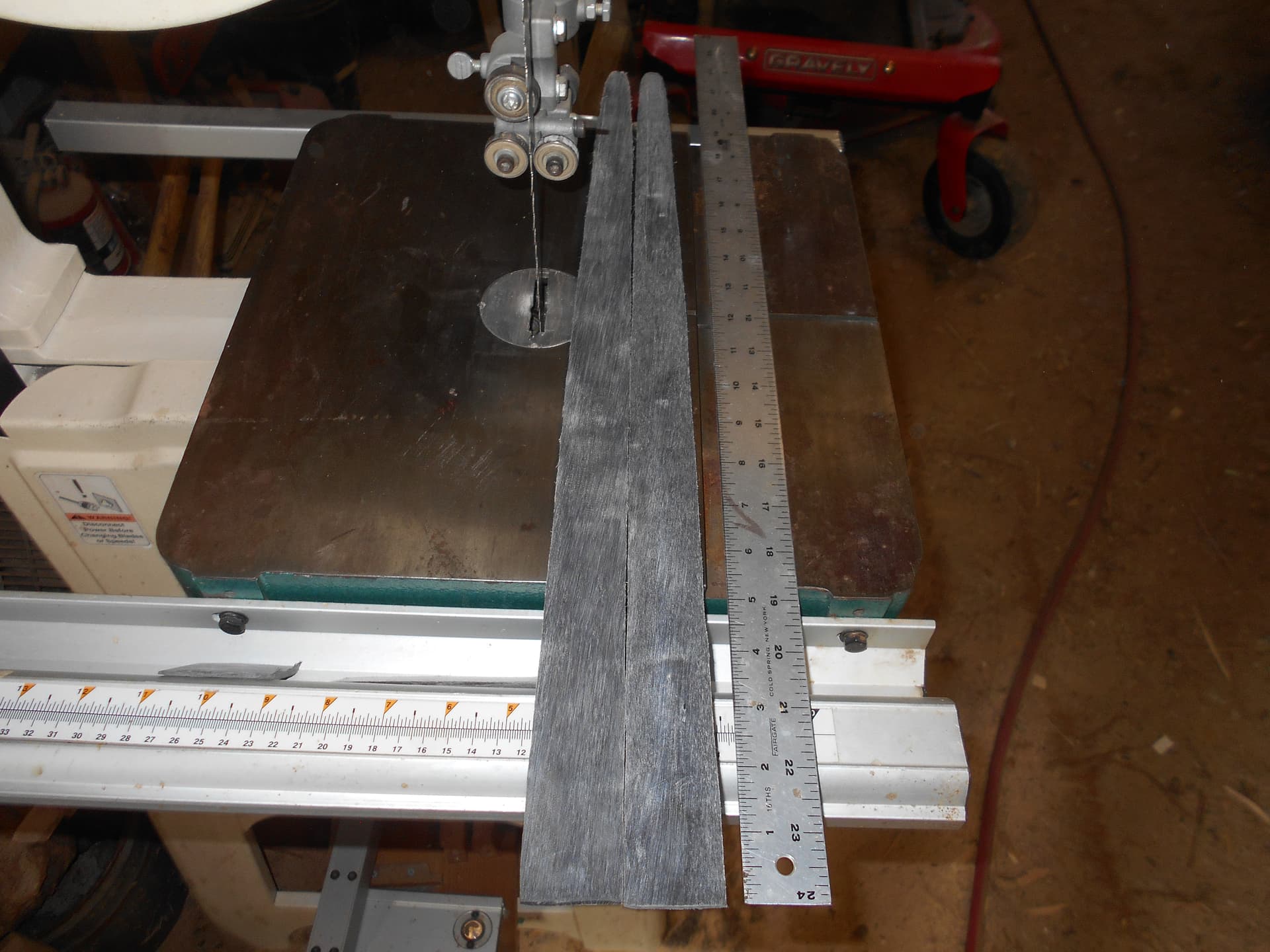
Here’s the dimensions I can come up with.I think they would be suitable for even a 90# plus horn bow.
In case my camera shot was’nt clear enough that’s 5.90 mm thick midway and 32.30 mm width at close to 22" long overall.Of course in the handle area where it’s stiff anyway the thickness is around 1/8" or 4mm thick.
I’ve seen others trying this but not with the consistency and success I usually get.
Cool, why not?? Ibex is also one that works. Scythians and assyrians/egyptians used them as far as i know. But they are quite impossible to get in western countries. Basically only as trophies, which will cost a lot. 500 dollars +++
That gemsbok horn is really long. Only 18" of horn is needed for turkish bows. Maybe even shorter. Gemsbok would be good for assyrian/egyptian bows, which are a bit longer. With that it would only need one butt joint in the handle.
With waterbuffalo horn there is an advantage of natural reflex. Maybe gemsbok could be heated into reflex before gluing to a bow?
The scythian bow you portrayed still sticks out in my mind as being one of the most time consuming bows I’ve ever seen.Quite an accomplishment.
Yes reflex can be gotten on the gemsbok slats,but one must be careful of air in joinery also.The concave/convex profile can be left in also.
The states have distributors selling them along the atlantic coast in quite the numbers as singles.They get them from countries across the pond.
There are ranches in the U.S. that sell expensive hunts for gemsbok.Usually fenced in areas.Not free range and too expensive.IMO not the way to go.
A couple of cores already have the horn on them.Just need to sinew them.I’ve got one bow sinewed curing to be tillered in may.These horns are for the future bows.
It can be a crap shoot buying these horns yet even though they are cheaper than water buffalo quite a bit.You buy them from a picture.You judge whether they are male or female.
You want shorter wider horns which will be male horns.Even the short ones are 28" long though.The narrower longer horns are females.Sometimes 36" long.Practically worthless far as I’m concerned for bows.Maybe for some sort of craft item which I’m not into.
I like the looks of an Egyption bow but don’t like the flat non bulbous feel of the handles.Cork and a wrap can be added I guess.Maybe someday.
I’m leaning more towards the Assyrian bow or the like.54" long or so.One piece with even lengthed stiff outer limb with a recurve and same lengthed working limb.With smooth transition through the fades onto the grip to butt the horn at the center of the grip.Even a 54" bow will need close to 20" of horn.Depending how soon I feather it out in the outer limb.
I know skeptics will wonder if my heat flattening process harms the horn.I hav’nt seen it happen down the road.
I have patience but I’ve sped the process up with power tools.
In short description ripping the horn into halves on the bandsaw first.Then I use a drill press with a round file bit set at a depth to reduce the horn.Then onto the cabinet vice [4" by 10" steel plates] with the heat gun.
Wood or even horn will platicize at a certain temperature.Usually around 350 F.Then it’s just a matter of timing getting it clamped into place before it cools.
I do around 3" of horn at a time.By the time the next 3" is hot enough the previous 3" between the cold steel is cooled off and set.I progess till the full length is done.
Then it’s off to the belt sander to finalize the width and thickness.
It’ll be flat.Now I have some other reasons why I think the concave/convex is done.For mass weight reduction and efficiency.Thicker is quicker.I still ponder that it is’nt all about durability.
Sorry looks like I wrote a book again…ha ha.
Well I made the mistake that I warned about.I’ll try to explain my mistakes.After removing ridges with a farriers rasp when ripping these horns length wise in half it should be done into a deflex/reflex profile to avoid a sideways bend.The tip is cut off leaving maybe 3/4" width.The butt end is squared off also.
First mistake…I did’nt remove the ridges as smoothly on the outside as I should have.Next pair will be done on the spindle sander and finalized on the belt sander.
Second mistake…I had my deflex/reflex pieces,but I did not straighten a bit or reduce the reflexed one before reducing the thickness at the drill press with the round file bit.It actually raised the horn slightly while running it through producing too thin of a laminate.I want at least 4mm of horn full length.I set my round file bit depth at 4.8mm.
The deflex one is no problem.
Onto the flattening with heat in the vice.The thinner lamination flattened very well and good.The second thicker lamination I over heated it making it too brittle.When flexing it and you hear cracking it’s too brittle.
It’s a fine line to avoid.Not heating it hot enough leads to cracking.Too much leads to burning and ruining it also.I believe the plastizing temp of horn is about the same as wood.Wood at 350F.Horn at 350 F.It’s a fine line as thicker horn requires more time for the heat to penetrate fully and thinner horn requires less time.
A person gets the hang of it with practice.
I’ve seen those who soak the horn in milk prior or steam to flatten it.I’ve had great success doing it this way with the heat gun.One needs to be careful though.Thing is I never get to see their results using milk…ha ha.
I’ve seen sheep horn stew boiled and straightened.A lot thicker horn also.It needs to be left to dry and set for weeks.
Third mistake…I got into a hurry and held the heat gun too close to the horn occasionally too much.I usually check the temp with a laser thermometer.I did’nt.It’s important to hold the heat gun at least 2 to 3 inches from the horn checking as you go letting the horn slowly heat up.I did’nt.Browning occured and made it brittle in an area rendering it useless.Very disappointed of course,but I will try again.One does not get anywhere quitting.
So I have the next 2 ready to flatten.I think they are in better shape this time.Before I reduce thickness on the drill press I made sure the outside was smooth and even on the belt sander.No divets lumps or bumps.It checks out thickness wise along it’s length,but right at the edge.Maybe 4.5 mm thickness.I set my round file bit depth at 4.8mm.
Each is 25" long so I have room to cut some off.The ends of the limbs can afford to be a little thinner,but the working part needs to be at least 4mm for a 50 pound bow.
Same process as shown but with a little more discretion and caution with the heat gun.
Till later…
Ta da…success.Two laminations 21" long.1 and 3/8" wide out of the fades.4.20 mm thick out of the fades…Plenty for a 50# bow.4.20 mm may not seem like much but it is enough for close to 25 pounds of draw weight.I flexed them a bunch and they’re alright.No scorching this time.
The method with the heat gun is to keep the heat gun a good 3" away and keep it moving over a 2" long area for 3 to 4 minutes usually.Then quickly insert it into the vice and crank er tight.Temperature while clamping was around 350 F.
Takes about an hour per lamination.
The horn needs to come off the round file bit/drill press horn removal a bit thicker than what the final thickness needed.Close to 1 mm in my estimation.
This is to afford the loss of getting all of the divets off the inner side of it sanding/smoothing and finalizing it for a smooth surface on the inner side to glue to.
The horn actually will get indication of wrinkles compressing on the outer surface while flattening.These are not much though.
These need to be smoothed off also and will be the outer surface of the lamination.
With this pair at +4.8mm off the drill press it lost .6mm from the sanding process to get to final 4.2mm thickness.
I’ve seen indications of the ridges but still smooth on some of my bows.Rather cool really !!! Every horn can be a little different also.
It takes about 6 hours to get 2 laminations ready to glue up.
About 1/2 hour apiece to remove the ridges off each horn.About 2 to 3 minutes to rip it in half.About an hour apiece to remove horn for thickness on the drill press and about an hour apiece to flatten it.Then maybe a half hour apiece to finalize the thickness on the belt sander.
Well it definitely is a full process! Seems like i’m saving some time with waterbuffalo horns. Heh.
I would think the heat manipulation scares some people away from using the other horn varieties like gemsbok. But as you show it, it can be done like this. In my experience also basically compressing the plate to become flat is quite safe. What we have with sinew backing drying is the opposite, it starts to bend the hornbelly other direction and horn sometimes splits!
With this flattening procedure, splits should happen even less…
You must get your water buffalo horn processed a bit then?Not from a raw state???
I have not done the full preperation of the water buffalo horn yet.
Other than one time getting horn from China in a state just cut off from the raw state.Some twists were evident.Ones like that I feel are best done par boiling and clamping in place to straighten.The same as in straightening sheep horn for bows.
Splitting of the horn length wise can be unsightly.I’m sure many a bow has been finished with leather on the belly to hide these splits.
As you’ve mentioned from previous conversations ambient humidity conditions while curing I feel can really affect whether splits occur on horn or even wood also.
A lot of the final thickness with gemsbok is dependent on how well one smoothens the outside surface from the ridges before round fileing out the inner surface at the drill press.That surface should be very smooth free of divets and waves.It should be finalized with a finer file or even 60 grit sand paper.This affects what the round file does to the inner surface.One does not want any air pockets whatsoever on the glueing surface.This 29" long horn smoothened has an unusual length marked by tape of 24" being hollow.A male horn and one more easy to hollow out on the drill press with plenty of length/width and thickness.Practically the whole horn can be used on such a horn.
I shy away from buying any polished horns though as for shofars and the like.Those are not prepared with bow making in mind.I feel thickness would be an issue.
Finessing with the heat gun takes a little trial and error.
I check while heating with a laser thermometer.
The thicker the horn the longer it can take to get the heat up to properly plasticizing.
Usually within 3 to 4 minutes.Also the tighter the curve the more chance of splits occuring also.It makes sense.
It’s been debated before whether heat weakens wood also.In my experience I do not see it occuring.This all done within reason and moderation.Overheating excessively to charring is no good on wood or horn IMO.Making it brittle and useless.
I would like to know how and where a claim that heat weakens wood by 10% by a noteable bowyer.I believe it is an assumption.As I know I put my bows through the process of being a bow thoroughly.
I feel the horn actually compresses on the outer surface while flattening from a concave state to a flat state with the slight wrinkles appearing possibly making it denser???.I can’t prove it though.Common sense and observation tells me it is.
I’ve seen wood wrinkle on the outside also before while steam heating in recurves.
I’ve done some more lately and am reaquaniting myself with the process.I’m pleased with the outcomes.Horn costs are less than 1/3 of water buffalo horn.At least in my situation.
Being a farmer I’m always the eternal optimist.
This bow making can get really obesessive.
I just mean with waterbuffalo you need less heat manipulation. But if you would use concave build you would need to do less heating with gemsbok too?
24" of horn is really plenty. Perfect for 50"+ bows.
Indeed can get obsessive… Thats the problem!
I agree, buying raw form horn is good. We have the problem of importing fees also, its too expensive to import full horns, thats why we get them rough shaped. Basically the outer layer cut off with minimum grinding. A lot of room to play with still.
I see both your points.I guess everyone’s situation can be different.It still all takes time no matter what way horn is prepared.
I get by with 21" horn butted at the handle on 50"+ length bows yet.The outer half of limb is mostly wood but made as light as possible but still durable with the horn thinning out to a sliver most of the outer fade.Much like how horn can fade out on a kasan.